Ульяновский завод «Авиастар-СП» перешел на бесстапельную технологию сборки самолётов
Дата публикации: 9 декабря 2020 года в 09:24.
Категория: Экономика.

До недавнего времени в российском авиастроении, как впрочем и в других странах, сборка самолётов осуществлялась по стапельному принципу — с использованием подсобных сооружений. Это влияло на скорость изготовления летательного аппарата, ведь в стапеле мог находиться только один самолёт. При автоматизированной сборке применяется поточный «конвейерный» принцип. Его используют на своих заводах Boeing и Airbus, также ПЛС успешно освоили авиазаводы в Комсомольске-на-Амуре и в Иркутске для сборки «Суперджетов» и МС-21. Теперь такая технология применяется и в Ульяновске.
В конце сентября 2020 года руководителем новой ПЛС на заводе «Авиастар-СП» был назначен Владислав Сидоренко. Серьёзный опыт в авиастроении он получил на заводе в Комсомольске-на-Амуре, где организовывал серийную сборку «Суперджетов» по бесстапельной технологии. В интервью заводской газете «Старт» он рассказал, как будут собирать Ил-76МД-90А на ПЛС «Авиастара».
Автоматизированная поточная линия сборки представляет собой конвейер из десяти роботизированных станций для стыковки отсеков фюзеляжа, крыла, хвостового оперения и станций для монтажа силовых установок и систем самолёта. Она оснащена системой лазерного трекирования, которая обеспечивает высокую точность стыковки всех элементов самолёта.
Всё начинается со стыковки фюзеляжа (станция ПС.10). Затем идёт монтаж трубопроводов и систем на станции ПС.20. Далее на ПС.30 ведётся монтаж кабельной сети, параллельно происходит стыковка киля со стабилизатором на станции ПС.60. Когда работы на этих двух этапах заканчиваются, самолёт переставляется на станцию ПС.40. Здесь идёт стыковка фюзеляжа с отъёмной частью крыла (ОЧК), которое приходит из цеха 271 агрегатно-сборочного производства, и готовым хвостовым оперением, переставленным со станции ПС.60.
После этого самолёт переходит на так называемые отработочные станции — ОС.10, ОС.20 и ОС.30. На первых двух ведётся окончательный монтаж оставшихся систем после стыковки крыла. На ОС.20 проводится отработка систем под током. Финишный этап — станция ОС.30, где проходят общетехнические осмотры полностью собранного самолёта.
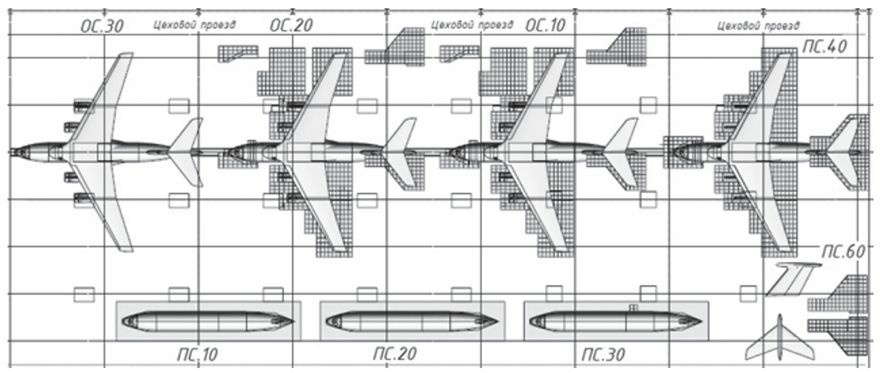 Схема ПЛС © aviation21.ru
Схема ПЛС © aviation21.ru
Новая поточная линия сокращает цикл сборки на 38% по сравнению со «стапельным» методом сборки.
ПЛС имеет высокий уровень механизации и автоматизации как основного, так и вспомогательного времени за счёт применения высокоточного оборудования для выставления и стыковки отсеков. Преимущество ПЛС — пошаговое выявление и решение всех вопросов, благодаря чему процесс выпуска серийного самолёта будет максимально отработан. На старом конвейере самолёт собирался на трёх рабочих местах. Первое — стыковка фюзеляжа, второе рабочее место — стыковка планера. На этом же месте после стыковки идёт монтаж трубопроводов, системы комплексного кондиционирования воздуха, топливной и гидравлической систем, кабельной сети, блоков системного управления и т. д. После этого самолёт переставляется на третье рабочее место, где идёт отработка систем и сдача.
По словам Владислава Сидоренко, из-за того, что самый большой массив работы приходится на второй этап, такой подход не эффективен. Новая поточная линия по своей концепции делит весь процесс на большее количество разных этапов и позволяет систематизировать сборку ВС.
«К 2024 году мы планируем выйти на сборку двенадцати самолётов в год, то есть по самолёту в месяц. Для этого уже составлен расчёт и детальные цикловые графики по годам. Следующий год будет важным. Это переходный период, когда необходимо решить много вопросов, особенно касающихся отработки технологии сборки. По большому счёту, конструктивно-технологическая отработка сборки изделия пройдёт на первых трёх самолетах», — рассказал он.
Проектная мощность ПЛС на «Авиастаре» — до 18 самолётов в год. Преимущество поточной сборки в том, что здесь можно варьировать объёмы между станциями. Главный принцип ПЛС — это цикличность или такт сборки. На каждой станции цикл изготовления должен быть одинаковым. На первую машину был заложен цикл движения в 28 рабочих дней, это то количество времени, которое необходимо затратить на каждой станции. На вторую — 26 дней, с третьей — 24 дня, что даст возможность выпускать 8 самолётов в год в ближайшей перспективе.
Руководитель новой поточной линии рассказал, что в Комсомольске-на-Амуре изначально SSJ100 собирался в течение 10 месяцев. «За четыре года нам удалось перейти на сдачу двух самолётов в месяц с тактом в 15 дней именно благодаря этой технологии. В Ульяновске, конечно, самолёты гораздо больше, но на 80% по сборке, системам и отработке операций соответствуют друг другу», — пояснил Владислав Сидоренко.
Сейчас на ПЛС собирается первый самолёт Ил-76МД-90А. На сегодняшний день он находится на станции ПС.30. Здесь проводится монтаж и тестирование электропроводки, монтаж электрооборудования, пилотажно-навигационного и радиосвязного оборудования. В цехе 271 на стадии завершения находится крыло (ОЧК). Как только оно будет готово, фюзеляж будет переставлен на станцию ПС.40, где выполнят его стыковку с ОЧК и хвостовым оперением.
В конце декабря на заводе ожидают поступление отсеков следующего самолёта на станцию ПС.10. Работы будут выполняться одновременно как на ПЛС, так и на стапельной линии.
В 2020 году завод должен передать Минобороны РФ шесть самолётов Ил-76МД-90А — такие цифры в ноябре 2019 года озвучивал бывший тогда генеральным директором Авиационного комплекса им. Ильюшина Юрий Грудинин. Владислав Сидоренко говорит, что задача 2020 года практически выполнена. Однако из открытых источников известно, что завод изготовил и передал в уходящем году только три новых Ил-76МД-90А.
Источник: Авиация России